密碼找回
賬號找回
刪除信息
常見問題
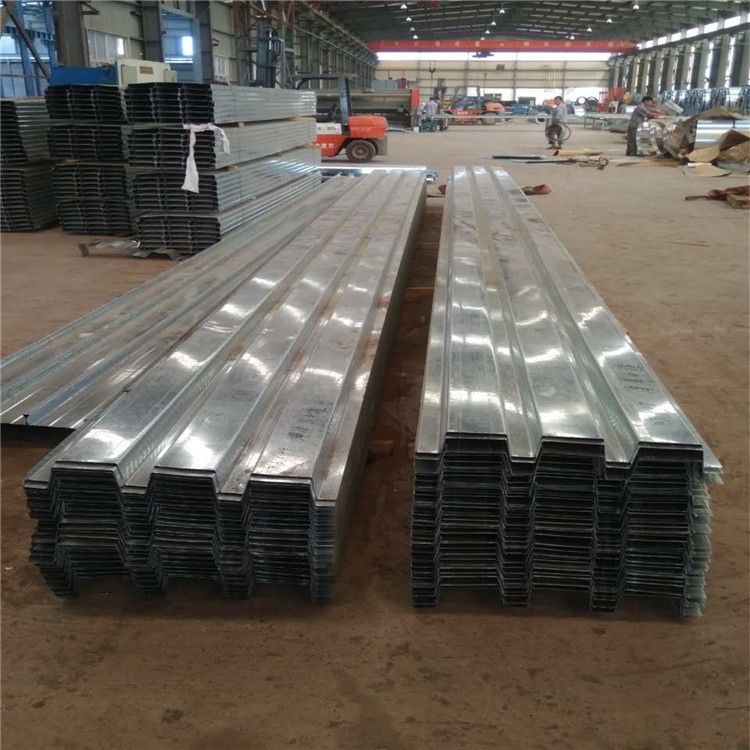
表面處理鈍化類別開口式加工工藝輥壓成型材料鍍鋅鋼卷包裝方式鋼帶捆扎常用厚度0.8-1.2mm基板牌號DX51D+Z名稱樓承板尺寸數(shù)量買方提供是否涂油否
張掖YX42-215-645型承重鋼板
涼山Y(jié)XB42-215-645(B)型樓承板
東營YX-42-215-645型樓承鋼板
蘭州YX-42-215-645型承重鋼板
6年
微信在線
17694956965 691835665
阿泰勒YX42-215-645型樓承板
¥38
石河子YX-42-215-645型承重板
¥40.5
宜賓YX-42-215-645型壓型鋼板
¥38.5
岳陽YXB42-645型承重鋼板
呂梁YXB42-645型樓蓋板
¥43.5
青島YXB42-215-645型樓層板